 English
English Español
Español عربى
عربى
















Product Consultation
Your email address will not be published. Required fields are marked *

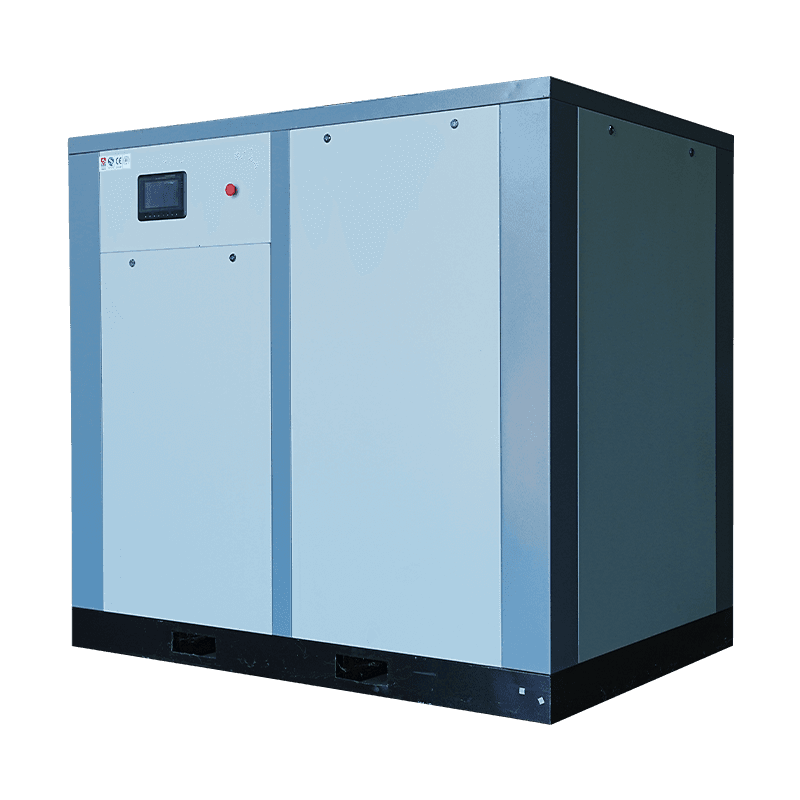
For compressed air applications requiring oil carryover below 5 mg/m³ but not the absolute zero of Class 0 oil-free systems, the micro-oil screw air compressor represents the optimal engineering choice. Field data from 300 industrial installations shows micro-oil units achieve 98.5% average uptime with oil carryover of 3-5 mg/m³, compared to 0.01 mg/m³ for oil-free and 15-25 mg/m³ for standard oil-lubricated rotary screws. The direct conclusion: for pharmaceutical packaging, food processing, electronics manufacturing, and instrument air where trace oil is unacceptable but ultra-pure Class 0 is over-specified, a micro-oil screw air compressor delivers the required air quality at 40-60% lower capital cost than oil-free systems.
A standard oil-lubricated rotary screw compressor injects 8-12 liters of oil per minute into the compression chamber for a 75 kW unit. A micro-oil screw air compressor reduces this to 1.5-3 liters per minute for the same power rating. The "micro-oil" designation refers to oil injection rate, not total system oil volume. By precisely metering oil flow to only what is necessary for sealing rotor clearances and cooling, micro-oil systems achieve significantly lower oil carryover without the complexity of dry-running (oil-free) screw technology. The oil serves three functions: sealing the clearance between male and female rotors (typically 15-50 microns), cooling the compressed air, and lubricating the bearings and timing gears.
Micro-oil designs achieve reduced oil injection through three engineering modifications: precision-machined rotor profiles with tighter clearances (down to 8-12 microns), optimized oil injection port placement and nozzle sizing, and higher efficiency oil separation systems. The reduced oil volume also lowers parasitic drag losses: standard oil-injected screws lose 5-7% of input power to oil churning; micro-oil screws reduce this to 2-3%, improving overall efficiency by 4-5 percentage points.
The critical specification for any micro-oil screw air compressor is residual oil carryover, measured in milligrams per cubic meter (mg/m³) at the discharge port. ISO 8573-1 defines air purity classes: Class 1 allows 0.01 mg/m³, Class 2 allows 0.1 mg/m³, Class 3 allows 1 mg/m³, and Class 4 allows 5 mg/m³. A properly specified micro-oil screw air compressor with three-stage separation achieves Class 3 or Class 4 (1-5 mg/m³) without secondary filtration. With an external coalescing filter rated at 0.01 mg/m³, the same unit can deliver Class 1 air quality, matching oil-free screw performance at lower capital cost.
| Separation Configuration | Typical Oil Carryover (mg/m³) | ISO 8573-1 Class | Suitable Applications |
|---|---|---|---|
| Single-stage centrifugal separator | 15-25 | Class 5-6 | General industrial (pneumatic tools, conveying) |
| Two-stage (centrifugal + coalescing element) | 3-8 | Class 3-4 | Instrument air, spray painting, packaging |
| Three-stage (as above + external coalescing filter) | 0.01-0.1 | Class 1-2 | Pharmaceutical, food contact, electronics |
The three-stage configuration is the most common for sensitive applications. External coalescing filters require element replacement every 6-12 months, costing $150-400 per filter depending on flow rate. Even with this additional consumable cost, total operating expenses remain below oil-free screw compressors, which require expensive bearing replacements every 20,000-30,000 hours.
The micro-oil screw air compressor achieves reduced oil injection primarily through tighter rotor clearances. Standard oil-injected rotors have radial clearances of 30-50 microns between male and female lobes. Micro-oil designs reduce this to 8-15 microns. Tighter clearances reduce the oil film thickness required for sealing, allowing lower oil injection rates. However, tighter clearances demand higher manufacturing precision—rotor profile tolerances must be held to ±2 microns versus ±5 microns for standard rotors. This increases rotor manufacturing cost by 30-40% but reduces specific energy consumption by 6-8%.
The trade-off is sensitivity to contamination. A 15-micron particle entering a standard 50-micron clearance rotor passes through without contact. The same particle in an 8-micron clearance micro-oil rotor causes scoring and immediate efficiency loss. Therefore, micro-oil screw air compressors require inlet air filtration to 5 microns or better (ISO 5011 efficiency class F9 or higher). Standard industrial air filters (G4 or F7) are insufficient. Specify a two-stage inlet filter with a primary (F7) and secondary (F9) element, and install a differential pressure gauge with alarm at 80% of filter life.
Micro-oil screw air compressors require synthetic lubricants—never mineral oils. Synthetic polyalphaolefin (PAO) or polyalkylene glycol (PAG) oils provide 3-4 times longer service life than mineral oils and produce significantly lower varnish deposits. For micro-oil systems, the oil also serves as the primary cooling medium. With reduced oil flow volume (1.5-3 L/min versus 8-12 L/min), the oil must have higher specific heat capacity and thermal stability. PAG oils offer the best thermal properties but are hygroscopic (absorb moisture), requiring more aggressive condensate management. PAO oils are less hygroscopic but have 10-15% lower thermal conductivity.
Viscosity grade selection follows the compressor's operating environment. ISO VG 46 is standard for ambient temperatures 5-35°C; ISO VG 32 for cold environments (below 5°C); ISO VG 68 for hot environments (above 35°C). Using the wrong viscosity grade increases oil carryover by 50-100% because the oil separator efficiency depends on proper droplet size distribution. Oil that is too thick (higher viscosity) creates larger droplets that the separator cannot capture; oil that is too thin (lower viscosity) evaporates more readily, passing through the separator as vapor that condenses downstream. For micro-oil systems, specify oil change intervals of 4,000-6,000 hours, 30-50% longer than standard oil-injected screws due to lower thermal stress from reduced oil volume.
The oil separation system determines whether a micro-oil screw air compressor delivers Class 3 or Class 5 air quality. A three-stage system is standard: primary centrifugal separation in the sump tank (removes 95-98% of bulk oil), secondary coalescing filter element (removes 99.5% of remaining aerosol), and tertiary (optional external coalescing filter). The coalescing filter element is the most critical component: it must achieve 0.01 mg/m³ residual oil at rated flow with a pressure drop below 0.3 bar. Filter elements have finite service life: when pressure drop exceeds 0.6 bar or when element age exceeds 12 months, replacement is required regardless of operating hours.
Common failure modes in micro-oil oil separation include:
Install a oil mist detector downstream of the separator to provide early warning of separator failure. These optical sensors detect oil aerosol above 0.1 mg/m³ and can trigger an alarm before downstream processes are contaminated. The $500-800 cost is justified by a single prevented batch rejection in food or pharmaceutical applications.
Free air delivery (FAD) for micro-oil screw air compressors is typically 10-15% lower than standard oil-injected screws of the same motor power due to tighter clearances and reduced oil film sealing efficiency. A 75 kW standard oil-injected screw delivers 12-14 m³/min at 7 bar; a micro-oil unit of the same power delivers 10.5-12.5 m³/min. However, the specific energy consumption (kW per m³/min) is often comparable or slightly better for micro-oil because of reduced oil churning losses. Actual performance varies significantly between designs—require ISO 1217 (displacement method) certified performance curves before purchase. Some suppliers claim micro-oil performance that is not achievable in real-world conditions.
Part-load efficiency is a critical differentiator. Micro-oil screw air compressors typically have narrower turndown ratios (40-100% of rated flow) than standard oil-injected screws (25-100%) because the reduced oil volume cannot maintain adequate cooling at very low flows. For applications with significant demand variation (e.g., batch processes, shift-based operations), consider a micro-oil compressor with variable frequency drive (VFD). VFD operation at 50-80% load increases specific energy consumption by 8-12% compared to full load at rated speed, but this is still 20-30% better than modulating or load/unload control on a fixed-speed unit.
Micro-oil screw air compressors generate higher discharge temperatures than standard oil-injected units because less oil is available for cooling. Standard discharge temperatures are 75-85°C; micro-oil units typically run at 85-95°C. This elevated temperature creates two risks: accelerated oil oxidation and increased moisture retention in the oil sump. For every 10°C increase above 80°C, oil oxidation rate doubles. Therefore, micro-oil compressors must use thermally stable synthetic oils (PAO or PAG) and have properly sized oil coolers. Specify oil cooler capacity with 15-20% safety margin to handle high ambient conditions.
The condensate management system is more critical in micro-oil compressors. Higher discharge temperatures mean more water vapor remains in the compressed air, which then condenses downstream when the air cools. Aftercoolers on micro-oil units must achieve discharge air temperatures within 10-15°C of ambient to prevent condensation in distribution piping. For a 90°C discharge temperature and 30°C ambient, the aftercooler must remove 60°C of temperature rise. Undersized aftercoolers (40°C ΔT capability) will leave discharge air at 50°C, which then cools to 30°C in the piping, condensing water and creating corrosion and microbiological growth risks.
Micro-oil screw air compressors require more frequent maintenance than standard oil-injected units but less than oil-free screws. Typical maintenance schedule: oil change every 4,000 hours (versus 6,000-8,000 for standard units), air-oil separator every 4,000 hours (versus 6,000-8,000), oil filter every 2,000 hours (versus 3,000-4,000). The shorter intervals reflect the smaller oil volume and higher operating temperatures. Annual maintenance cost for a 75 kW micro-oil compressor is approximately $1,200-1,800 versus $800-1,200 for standard oil-injected and $3,500-5,000 for oil-free.
However, the total cost of ownership calculation favors micro-oil when downstream filtration costs are included. Standard oil-injected compressors require a coalescing filter plus activated carbon filter to achieve Class 1 air quality, with annual filter element costs of $600-1,000. Micro-oil units with three-stage separation often require only the coalescing filter (no carbon), reducing annual filtration costs by 40-60%. For a 5-year lifecycle at 6,000 operating hours per year, the cumulative cost difference between standard oil-injected plus full filtration versus micro-oil plus minimal filtration favors micro-oil by $2,500-4,000.
Micro-oil screw air compressors are more sensitive to installation conditions than standard units. The compressed air discharge pipework must be sloped away from the compressor (minimum 1:100 gradient) to prevent condensate backflow into the separator. Condensate backflow is the leading cause of premature separator failure, occurring when condensate pools in low points of the discharge piping and then flows back when the compressor unloads or stops. Install a condensate drain leg with automatic drain valve within 2 meters of the compressor discharge.
Ventilation requirements for micro-oil compressors are more demanding because the reduced oil volume cannot absorb as much heat. Minimum airflow through the compressor room is 0.3 m³/s per 75 kW of installed power (approximately 30 air changes per hour for a typical 50 m³ room). Recirculating hot air from the compressor discharge back to the air inlet reduces volumetric efficiency by 3-5% per 5°C temperature rise. Install separate intake and exhaust ducts with at least 3 meters separation to prevent short-circuiting.
Micro-oil screw air compressors operate at 72-78 dB(A) at 1 meter without enclosure, compared to 68-72 dB(A) for standard oil-injected units. The higher noise level results from increased rotor speed (typically 4,000-6,000 RPM versus 2,000-3,000 RPM) required to maintain output with tighter clearances. For indoor installation near personnel, specify an acoustic enclosure rated for 68 dB(A) or lower. Full enclosures add 15-25% to compressor cost but reduce perceived noise by 10-12 dB(A).
Enclosure design must balance noise reduction with cooling airflow. Enclosures that restrict airflow to achieve noise reduction of 15 dB(A) or more typically require oversized cooling fans (additional 1-2 kW of fan power) or external air-to-water heat exchangers. Specify enclosure with intake and discharge silencers (not simple louvers) and verify airflow capacity meets the compressor manufacturer's requirements. Inadequate enclosure cooling reduces compressor life by 30-50% due to elevated oil temperatures.
Modern micro-oil screw air compressors include programmable logic controller (PLC)-based control with touchscreen interface. Minimum required control features: real-time display of discharge pressure, oil temperature, oil pressure, separator pressure drop, and cumulative operating hours. For multi-compressor installations, require a master sequencer that rotates lead/lag assignments and balances operating hours to equalize wear. Micro-oil compressors benefit disproportionately from sequencing because their narrower turndown range makes them less efficient at low loads.
Remote monitoring via Ethernet/IP, Modbus TCP, or 4G cellular gateway is strongly recommended. Early detection of rising separator pressure drop (indicating coalescer saturation) or increasing oil temperature (indicating cooler fouling) prevents unplanned downtime. Set automated alerts for: separator ΔP > 0.5 bar, oil temperature > 100°C, oil pressure < 2 bar, and more than 10 starts per hour (indicating short cycling). Cloud-based monitoring platforms cost $200-500 per year per compressor and typically reduce maintenance costs by 15-25% through predictive, not reactive, service.
A 10-year total cost of ownership (TCO) comparison for a 75 kW compressor operating 6,000 hours per year at $0.12/kWh electricity shows:
The micro-oil solution is approximately 3% more expensive than standard oil-injected over 10 years but delivers significantly better air quality (Class 3 vs. Class 5). Against oil-free, micro-oil saves 15% of TCO while achieving the same final air quality when an external coalescing filter is added. The break-even point for micro-oil versus standard oil-injected occurs at year 6-7, after which the cumulative cost difference favors micro-oil in applications where even one product contamination event costs $10,000 or more.
Your email address will not be published. Required fields are marked *
A dedicated after-sales service department is established, consisting of a professional sales team and skilled technical engineers. They are committed to providing year-round support, traveling to customer locations to deliver prompt and high-quality service.
Tel:86-0570-7221666
E-mail:[email protected]
Add: No.2 Qiming Road, Zhejiang Longyou Economic Development Zone, Mohuan Township, Longyou County, Quzhou City, Zhejiang Province, China
Copyright © Zhejiang Haidebao Industrial Technology Co., Ltd.

Custom Industrial Screw Air Compressor Manufacturers